Livre blanc présentant des recommandations afin d’améliorer l’assurance de la qualité des raccords de pipeline traités par trempe et revenu
Août 2018
Office national de l’énergie du Canada
Table des matières
- Sommaire
- 1. Introduction
- 2. Raccords traités
- 3. Détermination des lacunes
- 4. Correction des lacunes
- 5. Conclusions
- Sigles et abréviations
- Glossaire
- Références
- Annexe A
- Annexe B
Sommaire
Les procédés de fabrication des raccords de pipeline soumis à un traitement thermique doivent faire l’objet d’un contrôle rigoureux, puisque tout écart par rapport aux paramètres établis peut avoir une incidence sur les propriétés mécaniques des raccords. De plus, les méthodes d’essai actuellement utilisées pour vérifier la conformité des procédés ne permettent pas toujours de relever les raccords non conformes (p. ex. essai sur éprouvette plutôt que sur un raccord).
Dans les dernières années, l’Office national de l’énergie a appris que des tuyaux et raccords traités thermiquement ayant une limite d’élasticité inférieure à celle exigée avaient été installés sur des réseaux pipeliniers de son ressort ou de celui d’autres organismes de réglementation.
Il importe de souligner qu’à ce jour, aucun des incidents signalés mettant en cause des pipelines en exploitation réglementés par l’Office n’avait comme cause fondamentale la non-conformité de raccords traités par trempe et revenu. Néanmoins, l’Office a pris plusieurs mesures proactives pour corriger la situation, par exemple l’inspection des raccords traités thermiquement présentant des signes de faible limite d’élasticité, la mise en place de plusieurs instruments de réglementation, le lancement d’un projet d’assurance de la qualité des raccords de pipeline, la rédaction d’un document technique par un tiers et la tenue d’un atelier technique. Grâce à ces mesures, l’Office a pu relever les lacunes dans les normes, les règlements et les programmes d’assurance de la qualité des intervenants actuellement en vigueur.
L’efficacité de l’assurance de la qualité des raccords traités passe par l’application de mesures de contrôle uniformes pendant tout le processus de fabrication, la mise en place systématique de procédures d’approvisionnement et de gestion du changement, et l’application des normes de performance les plus élevées qui soient.
Le présent livre blanc énonce les améliorations requises et des recommandations à l’intention de l’Office et des intervenants dans la chaîne d’approvisionnement, qu’il s’agisse par exemple de prévoir la traçabilité intégrale des raccords traités par trempe et revenu, de mener à intervalles réguliers des vérifications techniques aux installations des fabricants ou de s’approvisionner auprès de ceux inclus dans une liste approuvée.
Ces recommandations sont résumées dans le tableau 1 ci-dessous et expliquées à la section 4.3.
L’Office invite les destinataires du présent livre blanc à être proactifs et à prendre en temps opportun des mesures de suivi à l’égard des recommandations qui y figurent, car il prévoit vérifier plus tard si ces dernières ont été intégralement mises en œuvre.
| Destinataire | Mesures recommandées | Résultat escompté |
|---|---|---|
| Sociétés réglementées par l’Office | Exiger que les fabricants et les distributeurs assurent la traçabilité absolue des raccords traités. |
Amélioration du programme d’assurance de la qualité des sociétés. |
|
||
Effectuer régulièrement dans les usines des fabricants autorisés :
|
||
| Association canadienne de pipelines d’énergie (CEPA) | Corriger les lacunes concernant les raccords traités dans la norme relative au plan d’inspection et d’essai en cours d’élaboration. |
Relèvement des exigences minimales. |
Ajouter, dans le cadre du projet de création d’une base de données regroupant les leçons générales tirées des problèmes de qualité et de sécurité rencontrés, les renseignements suivants pour les raccords traités :
|
Collaboration et partage des connaissances entre les sociétés réglementées par l’Office. |
|
Fabricants |
Donner suite aux suggestions formulées durant l’atelier, décrites à l’annexe B. |
Amélioration du programme d’assurance de la qualité des fabricants. |
| Distributeurs | Donner suite aux suggestions formulées durant l’atelier, décrites à l’annexe B. |
Amélioration du programme d’assurance de la qualité des distributeurs. |
| Office | Déterminer les précisions à ajouter dans son cadre de réglementation (y compris dans les normes pertinentes de la CSA), comme l’indique la section 4.3. |
Clarification des exigences réglementaires. |
Diriger l’élaboration de lignes directrices pour orienter les principaux aspects et objectifs des programmes d’assurance de la qualité des fabricants et des acheteurs. |
Clarification des exigences réglementaires. |
|
Approfondir la collaboration avec les organismes de réglementation à l’extérieur du Canada et des États-Unis. |
Collaboration et partage des connaissances avec les organismes de réglementation d’ailleurs. |
|
Mener des activités de vérification de la conformité pour l’assurance de la qualité des raccords traités. |
Évaluation des programmes d’assurance de la qualité des sociétés pipelinières. |
|
Communiquer avec des organisations du secteur et de recherche et développement pour explorer le lancement de projets de recherche et développement, comme l’indique la section 4.3. |
|
|
| Organisme de normalisation | Préciser les limites de la composition chimique et du carbone équivalent dans la norme CSA Z245.11. |
Relèvement des exigences minimales. |
Rehausser les exigences minimales des rapports sur les essais des matériaux. |
Relèvement des exigences minimales. |
|
Ajouter les exigences de contrôle de première production à la norme CSA Z245.11. |
Relèvement des exigences minimales. |
|
Réviser la norme CSA Z245.11 pour rendre obligatoires les critères optionnels applicables aux raccords (p. ex. traçabilité). |
Relèvement des exigences minimales. |
1. Introduction
Les procédés de fabrication des raccords de pipeline (notamment les coudes, les raccords en T et les réducteurs) en acier traités thermiquement par trempe et revenu doivent faire l’objet d’un contrôle rigoureux. Par exemple, la température du four, le positionnement des raccords dans celui-ci, le temps de transfert vers le bain de trempe et le caractère adéquat de celle-ci ou la durée de revenu sont autant d’éléments qui peuvent avoir une incidence sur les propriétés mécaniques des raccords.
Dans les dernières années, l’Office a appris que des tuyaux et raccords traités thermiquement ayant des propriétés mécaniques qui ne respectent pas les normes de l’Association canadienne de normalisation (« CSA ») ou d’autres normes similaires avaient été installés sur des réseaux pipeliniers de son ressort ou de celui d’autres organismes de réglementation.
L’entrée de ces raccords non conformes dans la chaîne d’approvisionnement canadienne semble s’inscrire dans un problème plus vaste remontant à 2007 et 2008, moment où le nombre de nouveaux pipelines en construction aux États-Unis a considérablement augmenté. En raison de la forte demande pour les tuyaux à haute limite d’élasticité, des tuyaux provenant de fournisseurs plus ou moins bien établis sont entrés sur le marché, à la suite de quoi on a signalé un certain nombre de cas où des joints de tuyaux se sont dilatés au-delà des limites de tolérance dimensionnelle durant les essais hydrostatiques sur le terrain (INGAA, 2009). Aux États-Unis, la Pipeline and Hazardous Materials Safety Administration (« PHMSA ») a publié un avis en mai 2009 (PHMSA, 2009) pour signaler le problème aux propriétaires et aux exploitants de pipelines. En octobre 2009, l’Interstate Natural Gas Association of America (« INGAA ») a mis en œuvre un plan d’action sur la qualité des conduites axé sur huit éléments relevés à l’aide de l’avis et des expériences vécues au sein du secteur. Huit groupes de travail distincts ont été formés, soit un par élément. Ces travaux ont notamment abouti à la production de plusieurs documents techniques, accessibles sur le site Web de l’INGAA.
À la suite de la défaillance d’un raccord sur le tronçon américain d’un projet pipelinier transfrontalier en 2010, l’Office a demandé à la société réglementée de prouver que les raccords du tronçon canadien étaient conformes aux exigences, ce qu’elle a démontré par une analyse détaillée. En 2013, une rupture est survenue sur un autre pipeline réglementé par l’Office. Le Bureau de la sécurité des transports du Canada (« BST ») a publié son rapport sur l’incident en 2015. Même si le non-respect des exigences mécaniques n’était pas en cause, l’enquête a révélé que le pipeline comportait effectivement des raccords qui ne respectaient pas la limite d’élasticité minimale spécifiée (« LEMS ») (BST, 2013). L’Office a alors mené des enquêtes plus poussées pour déterminer si ce vice était le symptôme d’un problème généralisé. Dans certains cas, malgré que les rapports sur les essais des matériaux aient indiqué le contraire, les raccords ne respectaient pas tous les exigences, problème attribuable à l’inadéquation des mesures de contrôle prévues dans les programmes d’assurance de la qualité le long des chaînes de fabrication et d’approvisionnement.
L’Office a pris plusieurs mesures pour corriger la situation :
- En 2016 et 2017, il a publié des avis de sécurité (SA 2016-01 et SA 2016-01A2) pour signaler le problème à toutes les sociétés du secteur.
- En 2016, il a rendu une ordonnance (MO-001-2016) visant toutes les sociétés qu’il réglemente pour obliger les exploitants de pipelines et d’usines de traitement à lui signaler dans les 60 jours tout tuyau ou composant dont les propriétés mécaniques ne respectent pas les exigences.
- En 2017, il a lancé un projet d’assurance de la qualité des raccords de pipeline.
- En 2017, il a mandaté un tiers pour faire enquête et rédiger un document technique sur l’assurance qualité des raccords de pipeline (document technique).
- En 2017, il a tenu un atelier technique pour faciliter le dialogue entre différents intervenants afin qu’ils comprennent mieux le problème et discutent des solutions possibles.
- En 2018, il a rendu une ordonnance (MO-003-2018) visant toutes les sociétés qu’il réglemente pour que les exploitants de pipelines et d’usines de traitement continuent de lui signaler tout tuyau ou composant dont les propriétés mécaniques ne respectent pas les exigences.
Les recommandations figurant dans le présent document visent les raccords traités.
2. Raccords traités
Pour qu’ils aient les propriétés souhaitées et présentent un bon équilibre entre résistance et ténacité, les raccords à haute résistance sont soumis à un traitement thermiqueNote de bas de page 1 qui comprend les étapes suivantes :
- 1. Austénitisation : On chauffe le composant à sa température d’austénitisation pendant un certain temps. Par exemple, on le chauffe à 920 °C pendant au moins 1 h par 25 mm d’épaisseur maximale, mais pendant une demi-heure au minimum (CSA, 2017) (figure 1).

Figure 1 : Chauffage du composant à sa température d’austénitisation pendant un certain temps
- 2. Trempe : On transfère le composant dans un bain de trempe (dans les 60 secondes) pour le refroidir rapidement (figures 2 et 3). Chaque bain a une capacité de transfert thermique différente, propre à l’usine, qui varie selon la température et le débit du liquide de trempe (généralement de l’eau) et les dimensions du bain (CanmetMATERIALS2017).

Figure 2 – Trempe à l’eau du composant

Figure 3 : Température et temps de formation (simplifiés) de différentes microstructures
pendant le refroidissement (trempe) de l’acier porté à température d’austénitisation
Description de la figure
Ce graphique illustre de façon schématique la transformation en fonction du temps et de la température de différentes microstructures de l’acier pendant le refroidissement après austénitisation. De la martensite, dure et cassante, se forme par refroidissement accéléré jusqu’à une température sous les 240 °C. La bainite, elle, est produite par refroidissement moins rapide jusqu’à des températures supérieures variant environ entre 250 et 500 °C. La perlite, moins dure mais plus ductile que la martensite, découle d’un lent refroidissement jusqu’à une température inférieure à 727 °C.
- 3. Revenu : On réchauffe progressivement le composant à une température inférieure au point de transformation, mais d’au moins 540 °C, que l’on maintient pendant un certain temps. Par exemple, on le chauffe à 700 °C pendant au moins 1 h par 25 mm d’épaisseur maximale, mais pendant une demi-heure au minimum (CSA, 2017) (figure 4).

Figure 4 : Revenu d’un composant dans un four
- 4. Refroidissement à l’air : On laisse ensuite le composant refroidir à l’air libre (figure 5).

Figure 5 : Refroidissement à l’air
À la fin de l’étape 2, l’acier a une résistance et une dureté élevées, mais une faible ténacité (il est donc assez cassant). On corrige ce défaut à l’étape 3 par le revenu, qui établit un bon équilibre entre résistance et ténacité (l’acier a donc une meilleure ductilité).
Les propriétés mécaniques non conformes aux exigences sont principalement dues à une composition, à des procédés de fabrication ou à des paramètres de traitement thermique inadéquats (CanmetMATERIALS, 2017). Tout écart de paramètre (chargement du four, température, temps de maintien et température et agitation du liquide de trempe) peut avoir une incidence sur la microstructure et les propriétés finales du raccord. Selon une étude de CanmetMATERIALS, la microstructure finale des raccords est extrêmement sensible aux variations dans la vitesse de refroidissement. Le tableau 2 donne un exemple de propriétés obtenues à deux vitesses de refroidissement différentes.
| Vitesse de refroidissement (°C/s) |
Microstructure | Dureté (HV500) |
|---|---|---|
| 20 | 75 % bainite, 25 % martensite | 268 |
| 80 | 12 % bainite, 88 % martensite | 412 |
3. Détermination des lacunes
3.1 Défaillances
L’Office s’est penché sur quatre cas relevés au Canada où des raccords ne répondaient pas aux exigences ou ont fait défaillance pendant les essais de pression. Ces défaillances ont été causées par des facteurs tels que :
- le mauvais entretien des usines de fabrication;
- le contrôle inadéquat des procédés de fabrication par le fabricant;
- l’utilisation de matières premières inappropriées;
- une main-d’œuvre insuffisamment formée ou compétente.
Le tableau 3 donne des exemples des constats ci-dessus.
| Cause des défauts | Exemples |
|---|---|
| Mauvais entretien des usines de fabrication |
|
| Contrôle inadéquat des procédés de fabrication par le fabricant |
|
| Utilisation de matières premières inappropriées |
|
| Main-d’œuvre insuffisamment formée ou compétente |
|
Dans l’un des cas de faible limite d’élasticité localisée relevés par l’Office, les supports usés se sont déformés au point que la surface de contact s’est considérablement étendue et pouvait ne plus être conforme aux exigences des essais de qualification initiaux du procédé de fabrication (DNV GL, 2017).

Figure 6 : Palette d’acier servant de support aux coudes soudés dans le four

Figure 7 : Coudes soudés empilés

Figure 8 : Simulation de chargement incorrect du four; les surfaces à faible limite d’élasticité
sont celles qui sont en contact entre elles et avec les palettes
3.2 Constatations
En 2016, après la délivrance de l’ordonnance MO-001-2016 à toutes les sociétés réglementées, l’Office a reçu des réponses et un certain nombre d’évaluations techniques de la part des sociétés. D’autres problèmes sont ressortis de l’enquête de l’Office, des réponses à l’ordonnance et des évaluations techniques :
- Traçabilité
- Inexactitude de certains rapports sur les essais des matériaux
- Problèmes liés à la liste de fabricants autorisés
- Lacunes dans le plan d’inspection et d’essai
- Lacunes dans les normes applicables
- Absence d’exigences explicites dans les règlements
Le tableau 4 donne des exemples de ces autres constatations.
| Autres constatations | Exemples |
|---|---|
| Traçabilité |
|
| Inexactitude de certains rapports sur les essais des matériaux |
|
| Problèmes liés à la liste de fabricants autorisés |
|
| Lacunes dans le plan d’inspection et d’essai |
|
| Lacunes dans les normes |
|
| Absence d’exigences explicites dans les règlements |
|
3.3 Normes
Comme indiqué précédemment, l’Office a demandé la préparation du document technique pour relever les lacunes actuelles dans les normes existantes. Les normes suivantes ont été étudiées :
- CSA Z662-15 – Réseaux de canalisations de pétrole et de gaz
- CSA Z245.1-14 – Tubes en acier pour canalisation
- CSA Z245.11-13 – Raccords en acier
- MSS SP-75 (2014) – High Strength, Wrought, Butt-Welding Fittings
Le document technique indiquait que dans les cas étudiés, la non-conformité des raccords aux normes existantes découlait directement du manque de contrôle des procédés de fabrication. L’entrée de ces raccords dans la chaîne d’approvisionnement était due en grande partie à des problèmes précis tels que le manque de traçabilité des matières premières (tôle), un mauvais contrôle à la réception des matériaux (attribuable en partie au manque de formation ou de compétence des inspecteurs) et l’absence d’essai d’acceptation approfondi (DNV GL, 2017). Le tableau 5 résume les lacunes dont fait état le document technique.
| Critère | Norme | Lacune | Corrigée dans la norme CSA Z245.11-17? (O/N) |
|---|---|---|---|
| Cibles et limites de la composition chimique | CSA Z245.11-13 MSS SP-75 (2014) |
Plages limites non définies | N |
| Exigences de coulée en lingotièreNote de bas de page 3 ou en continuNote de bas de page 4, d’identification des brames et de traçabilité | CSA Z245.11-13 MSS SP-75 (2014) |
Point non abordé | N |
| Exigences relatives aux tôlesNote de bas de page 5 et aux feuillardsNote de bas de page 6, à leur essai, à leur identification et à leur traçabilité | CSA Z245.11-13 MSS SP-75 (2014) |
Point non abordé | Facultatif (article 6.6) |
| Exigences d’expédition et de manutention des tôles et des feuillards | CSA Z245.11-13 MSS SP-75 (2014) |
Point non abordé | N |
| Traçabilité | CSA Z245.11-13 | Point non abordé | Facultatif (article 6.6) |
| Modes opératoires de fabrication | CSA Z245.11-13 | Point non abordé | Facultatif (article 6.6) |
| Plan d’inspection et d’essai | CSA Z245.11-13 | Plan d’inspection et d’essai propre au produit non requis | Facultatif (article 6.7) |
| Rapport sur les essais des matériaux | CSA Z245.11-13 MSS SP-75 (2014) |
Diverses lacunes concernant les essais des matériaux et les essais par lots | Partiellement (article 15) |
| Traitement thermique | CSA Z245.11-13 MSS SP-75 (2014) |
Absence de mesures précises de contrôle des procédés | Partiellement (divers articles) |
| Exigences relatives à la commande des produits | CSA Z245.11-13 MSS SP-75 (2014) |
Confiance accordée aux spécifications de l’acheteur | Partiellement (article 4.1) |
3.4 Résumé
En bref, les lacunes mises en lumière par l’enquête sur les raccords défectueux, les réponses à l’ordonnance et le document technique se rapportent à des faiblesses appartenant à trois grandes catégories :
- Normes
- RPT
- Programmes d’assurance de la qualité
Le tableau 6 résume les lacunes relevées dans chacune de ces catégories.
| Normes | RPT | Programmes d’assurance de la qualité | |
|---|---|---|---|
| Sociétés réglementées par l’Office | Fabricants | ||
| Lacunes indiquées au tableau 5 | Absence d’exigences de traçabilité explicites | Absence de traçabilité | |
| Lacunes dans le plan d’inspection et d’essai | |||
| Problèmes liés à la liste de fabricants autorisés |
Utilisation de matières premières inappropriées | ||
| Inspecteurs insuffisamment formés ou compétents |
Mauvais entretien des usines de fabrication | ||
| Contrôle inadéquat des procédés de fabrication | |||
| Inexactitude des rapports sur les essais des matériaux | |||
| Main-d’œuvre insuffisamment formée ou compétente | |||
4. Correction des lacunes
4.1 Mesures prises
Avis de sécurité et ordonnances : L’Office a publié deux avis de sécurité en 2016 et 2017 pour signaler aux sociétés réglementées quatre cas de non-conformité des raccords aux exigences mécaniques. Ces avis indiquaient également le nom des quatre fabricants en cause. En 2016, l’Office a aussi rendu une ordonnance pour que les sociétés lui signalent dans les 60 jours si elles avaient acheté des raccords de ces fabricants et l’avisent de tout raccord non conforme aux exigences mécaniques acheté d’autres fabricants.
En réponse à l’ordonnance, certaines sociétés qui avaient acheté des raccords des quatre fabricants mentionnés ont indiqué qu’elles s’étaient fiées aux rapports sur les essais des matériaux et aux résultats des essais hydrostatiques pour conclure à l’aptitude fonctionnelle de ces raccords. L’Office leur a répondu qu’il leur fallait confirmer cette aptitude par des examens, des essais ou des renforcements supplémentaires. Les mesures possibles comprennent notamment les suivantes :
- L’examen des dossiers de construction (p. ex. problèmes d’ajustement après l’essai de pression, problèmes de revêtement).
- Des inspections visuelles (p. ex. fissuration du revêtement causée par la dilatation).
- La prise de mesures (p. ex. épaisseur des parois, ovalisation, gonflement).
- Des essais de dureté.
- L’analyse des contraintes.
- Des essais d’éclatement.
- Des essais de pliage.
- L’application d’enveloppes de renforcement.
Une société a utilisé un modèle de facteurs de causalité (figure 9) pour déterminer la limite d’élasticité des raccords servant à son analyse des contraintes. Son réseau avait des raccords ayant subi un durcissement excessif ainsi que des raccords composés de matériaux à propriétés très variablesNote de bas de page 7.
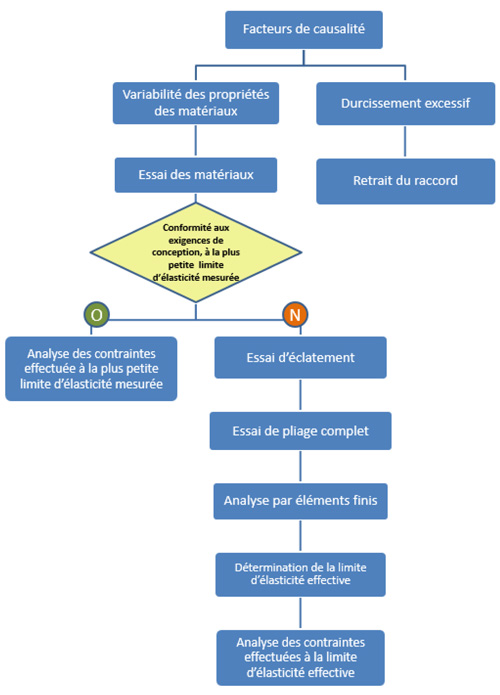
Figure 9 : Modèle de facteurs de causalité utilisé par une société pour déterminer
la limite d’élasticité des raccords servant à son analyse des contraintes (Office, 2017)
Description de la figure
Ce schéma met en évidence la méthode ayant recours à des facteurs de causalité qui a servi à une société réglementée par l’Office pour son évaluation technique. La société en question avait deux problèmes à résoudre, soit un durcissement excessif et une variabilité des propriétés des matériaux pour certains raccords. Elle a remplacé les raccords qui présentaient un problème de durcissement. Pour ce qui est de ceux présentant une variabilité des propriétés des matériaux, elle a mené de nouveaux essais pour l’analyse des contraintes, notamment en utilisant la plus petite limite d’élasticité mesurée des échantillons ayant passé avec succès l’épreuve de la contrainte circonférentielle imposée par la CSA. Dans le cas des raccords n’ayant pas réussi cette épreuve, des essais d’éclatement pleine échelle ont été menés à partir d’échantillons représentatifs. D’autres essais complets, ceux-là de pliage, ont ensuite été effectués dans le but de confirmer que les raccords touchés pouvaient supporter en même temps la charge exercée par la pression interne et celles attribuables à la flexion. Une analyse par éléments finis a suivi pour constater l’effet de la variabilité des propriétés des matériaux sur la capacité globale des raccords. L’analyse a servi à déterminer la limite d’élasticité effective de ces derniers. La valeur alors obtenue a été intégrée à l’analyse détaillée des contraintes pour voir si les raccords répondaient aux exigences de l’article 4 de la norme CSA Z662-15 en matière d’élasticité et de contrainte.
De plus, l’Office a établi des critères d’acceptabilité pour évaluer l’aptitude fonctionnelle immédiate et à long terme des raccords installés en fonction d’un ensemble d’analyses techniques présentées par les sociétés en réponse à son ordonnance. Ces critères figurent à l’annexe A.
En 2018, l’Office a rendu l’ordonnance MO-003-2018 voulant que les sociétés l’avisent de tout tuyau ou composant reçu, installé ou en service dont les propriétés mécaniques ne respectent pas les normes de l’industrie ou leurs propres exigences techniques. L’Office évaluera aussi les renseignements présentés en réponse à cette ordonnance en fonction des critères figurant à l’annexe A.
Document technique : Le document technique fait état d’un certain nombre de lacunes dans les normes existantes, ainsi que des dix stratégies recommandées aux différents intervenants de la chaîne d’approvisionnement pour mieux garantir que les raccords de pipeline fabriqués et installés ont les propriétés requises. Ces stratégies concernent les aspects suivants :
- Systèmes de gestion de la qualité (« SGQ »)
- Qualification du procédé de fabrication
- Améliorations à l’inspection et aux essais
- Approvisionnement
- Acceptation et essai
- Vérification des matières premières
- Élaboration des modes opératoires de fabrication
- Élaboration des plans d’inspection et d’essai
- Traçabilité de fabrication
- Inspection des matériaux
Atelier technique : L’atelier organisé par l’Office en juin 2017 a réuni des spécialistes provenant de sociétés pipelinières, de distributeurs, de fabricants, d’organismes de réglementation, du milieu universitaire, de sociétés d’experts-conseils et d’associations de normalisation. Cet atelier consistait en des présentations, de même que des discussions en sous-groupes sur les stratégies présentées dans le document technique et les mesures pouvant être prises par les différents intervenants. Un résumé des suggestions ressorties de ces discussions se trouve à l’annexe B. Certaines touchaient plus d’une stratégie, et elles appartenaient pour la plupart à cinq catégories, qui figurent au tableau 7. Ces suggestions visaient les lacunes des trois grandes catégories présentées à la section précédente.
| Catégories de suggestions | Catégories de lacunes | |||
|---|---|---|---|---|
| Normes | RPT | Programmes d’assurance de la qualité | ||
| Sociétés réglementées par l’Office | Fabricants | |||
| Formation et compétence | x | x | ||
| Liste de fabricants approuvés | x | x | ||
| Traçabilité | x | x | x | x |
| Document express de la CSANote de bas de page 8 | x | |||
| Certification par un tiers | x | x | x | |
Révision de la norme CSA Z245.11 : Publiée en septembre 2017, la version 2017 de la norme CSA Z245.11 sur les raccords en acier comprend des améliorations qui corrigent certaines des lacunes relevées. Les récents changements à la norme CSA Z245.11-17 ont été harmonisés avec la norme MSS SP75-14. À certains égards, la première est maintenant la plus exhaustive des deux.
4.2 Orientation existante
Systèmes de gestion : L’Office est d’avis que les systèmes de gestion constituent la méthode à privilégier par les organisations lorsqu’il s’agit de gérer leurs activités opérationnelles pour atteindre les objectifs fixés en matière de sécurité et de protection de l’environnement. Tel qu’il est mentionné aux articles 6.1 à 6.6 du RPT, les sociétés réglementées par l’Office sont tenues d’établir, de mettre en œuvre et de maintenir des systèmes de gestion, appropriés et efficaces, s’ouvrant sur la possibilité d’améliorations continues. Les systèmes des sociétés doivent s’appliquer à toutes leurs activités allant de la conception jusqu’à la cessation d’exploitation d’un pipeline en passant par sa construction et son fonctionnement. La figure 10 illustre les exigences réglementaires du RPT applicables aux systèmes de gestion.
Systèmes de gestion de la qualité (SGQ) : Pouvant s’inscrire dans un système de gestion global, le SGQ sert à garantir la conformité des produits et des services aux exigences et l’amélioration continue de la qualité. Le SGQ comprend généralement des mesures d’assurance de la qualité. Pour les pipelines canadiens de ressort fédéral, un programme d’assurance de la qualité des tuyaux et des composants est exigé par l’article 15 du RPT.
Il existe plusieurs normes qui définissent les exigences auxquelles doivent répondre les SGQ, par exemple :
- la norme ISO 9001, la seule norme ISONote de bas de page 9 donnant lieu à un processus d’homologation, qui établit les critères que doivent remplir le SGQ;
- la norme ISO/TS 29001 définit le SGQ des fournisseurs de produits et de services des industries du pétrole, de la pétrochimie et du gaz naturel;
- la norme API Specification Q1 établit les exigences du SQG des fabricants des industries du pétrole et du gaz naturel.
Ces normes comprennent des clauses sur la traçabilité, la formation et la compétence du personnel, et la tenue à jour d’une liste de fabricants approuvés. Même si la plupart des fabricants peuvent très bien avoir la certification ISO 9001Note de bas de page 10, cette dernière n’est pas requise par les sociétés réglementées par l’Office.
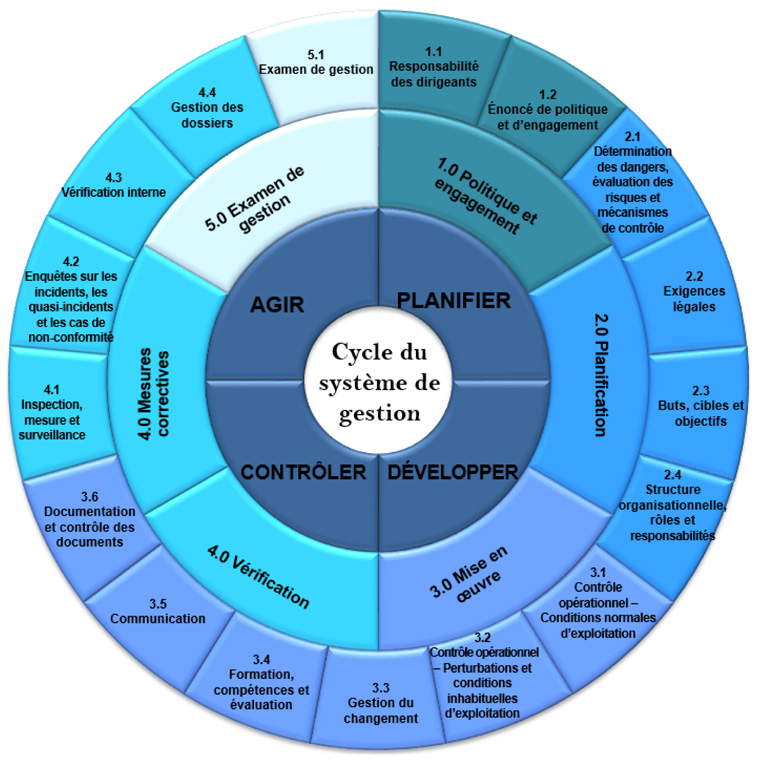
Figure 10 : Catégories et éléments définis dans le protocole de vérification
du système de gestion de l’Office selon les exigences du RPT (Office, 2016)
Description de la figure
Cette illustration met en valeur les éléments et sous-éléments du protocole de vérification du programme de protection et du système de gestion de l’Office. Elle comprend ceux qui suivent ici. 1. Politique et engagement : 1.1 Responsabilité des dirigeants; 1.2 Énoncé de politique et d’engagement. 2. Planification : 2.1 Détermination des dangers, évaluation des risques et mécanismes de contrôle; 2.2 Exigences légales; 2.3 Buts, cibles et objectifs; 2.4 Structure organisationnelle, rôles et responsabilités. 3. Mise en œuvre : 3.1 Contrôles opérationnels – Conditions normales d’exploitation; 3.2 Contrôles opérationnels – Perturbations et conditions inhabituelles d’exploitation; 3.3 Gestion du changement; 3.4 Formation, compétences et évaluation; 3.5 Communication; 3.6 Documentation et contrôle des documents. 4. Mesure correctives : 4.1 Inspection, mesure et surveillance; 4.2 Enquêtes sur les incidents, les quasi-incidents et les cas de non-conformité; 4.3 Vérification interne; 4.4 Gestion des dossiers. 5. Examen de gestion
4.3 Prochaines étapes
Malgré les mesures prises pour corriger certaines des lacunes relevées et l’existence de lignes directrices, il reste du travail à faire. La collaboration entre les intervenants pourrait régler ces lacunes et améliorer l’assurance de la qualité des raccords de pipeline traités.
L’Office a fait appel à un groupe consultatif multilatéral pour lui donner des commentaires sur le présent livre blanc. Ce groupe est formé de spécialistes des sociétés réglementées par l’Office, de l’Association canadienne de pipelines d’énergie (« CEPA »), de fabricants, de distributeurs, d’organismes de réglementation, de la CSA, de sociétés d’experts-conseils et du milieu universitaire.
Certaines mesures suggérées dans l’atelier de 2017 organisé par l’Office (annexe B) doivent être mises en œuvre par les intervenants; l’Office les encourage d’ailleurs à appliquer ces recommandations. Ci-dessous se trouvent des recommandations précises à l’intention de différents intervenants.
Sociétés réglementées par l’Office : Il est essentiel que les sociétés pipelinières procèdent à des vérifications techniques de la qualité, à des inspections et à des activités de surveillance dans les usines de fabrication pour assurer la qualité des matériaux utilisés dans leurs réseaux. C’est par des vérifications et des inspections régulières ainsi qu’une surveillance continue que les sociétés pipelinières peuvent dresser leur liste de fabricants autorisés.
Les achats auprès de fabricants non autorisés ou de distributeurs qui vendent uniquement des produits de marques non autorisées doivent être consignés et faire l’objet d’une procédure d’approbation. Les sociétés pipelinières doivent exiger que leurs fournisseurs assurent l’entière traçabilité des raccords traités.
CEPA : En tant que représentante de certaines sociétés pipelinières canadiennes, la CEPA est bien placée pour aider ses membres à régler les questions d’assurance de la qualité des raccords utilisés dans leurs réseaux.
Durant son sommet de 2017 sur la qualité, la CEPA a présenté un projet de norme sur les plans d’inspection et d’essai, qui a été lancé en 2018. La CEPA pourrait en profiter pour corriger les lacunes en la matière relevées dans le document technique et durant l’atelier technique de l’Office.
La CEPA étudie aussi la possibilité d’établir une base de données regroupant les leçons générales tirées des problèmes de qualité et de sécurité rencontrés. Il serait avantageux qu’elle y inclue, pour l’assurance de la qualité des raccords traités :
- les pratiques exemplaires;
- les indicateurs de rendement clés.
Fabricants : Les fabricants devraient donner suite aux suggestions reçues durant l’atelier et figurant à l’annexe B.
Distributeurs : Les distributeurs devraient donner suite aux suggestions reçues durant l’atelier et figurant à l’annexe B.
Office : L’Office pourrait diriger l’élaboration de lignes directrices pour orienter les principaux aspects et objectifs des programmes d’assurance de la qualité des fabricants et des acheteurs. Il pourrait aussi déterminer si des exigences plus précises devraient être ajoutées dans son cadre de réglementation actuel (y compris dans les normes pertinentes de la CSA auxquelles il est fait référence) et de quelle façon, par exemple pour clarifier les aspects suivants :
- Interprétation du système de gestion existant ainsi que des exigences prévues aux articles 14 et 15 du RPT.
- Lignes directrices des vérifications auprès des fabricants.
- Traçabilité et procédure de rappel.
- Exigences supplémentaires pour les rapports sur les essais des matériaux.
- Approbation obligatoire des procédés de fabrication par une partie compétente sur une base régulière et en cas de changement de fournisseur ou dans la composition chimique des matières premièresNote de bas de page 11.
- Certificat de conformité des matières premières.
- Surveillance en temps réel des principaux procédés de fabrication.
- Compétences requises des inspecteurs de raccords traités.
- Contrôle de première production.
- Validation régulière des résultats des essais sur éprouvette.
- Mesures de contrôle requises pour les procédés de traitement thermique.
- Exigences supplémentaires pour la commande de produits.
- Définition du terme « lot ».
- Inspection visuelle.
- Identification des points stratégiques des raccords.
- Vérification de l’épaisseur des parois à certains points stratégiques.
- Suppression des renvois aux normes moins rigoureuses.
- Comparaison de la norme CSA Z245.11 à d’autres normes, y compris aux normes européennes, pour en améliorer les clauses applicables.
Pour ce faire, il pourrait être utile que l’Office discute davantage de la question avec les organismes de réglementation à l’extérieur de l’Amérique du Nord et qu’il effectue des activités de vérification de la conformité supplémentaires pour enrichir son ensemble de données de performance sur l’assurance de la qualité des raccords.
L’Office pourrait aussi communiquer avec des organismes gouvernementaux et des organisations de l’industrie et de recherche afin de voir s’ils peuvent allouer un budget de recherche et développement aux projets suivants :
- Mise au point de nouvelles technologies non destructives pour valider les propriétés mécaniques des raccords.
- Évaluation des méthodes d’essai non destructif existantes pour compléter les essais destructifs.
- Évaluation de l’utilisation de l’analyse de conception pour compléter les essais destructifs.
- Production d’un rapport technique sur les limitations de l’acier haute résistance faiblement allié ainsi que des procédés courants de mise en forme et de traitement thermique.
- Étude des méthodes d’assurance de la qualité des composants sous pression utilisées dans d’autres secteurs (p. ex. aviation, automobile, nucléaire).
Organisme de normalisation : La CSA pourrait envisager les mesures suivantes pour donner suite à certaines suggestions issues de l’atelier. Il pourrait être avantageux de mettre sur pied un groupe de travail intercomité sur les normes CSA Z662 et Z245.
- Établir les plages limites de la composition chimique et du carbone équivalent.
- Rehausser les exigences minimales des rapports sur les essais des matériaux pour qu’ils :
- soient uniquement produits par le fabricant qui effectue le traitement thermique et les essais mécaniques des raccords;
- ne puissent être modifiés par aucune autre partie de la chaîne d’approvisionnement;
- indiquent les plages de dimensions mesurées à certains points stratégiques;
- indiquent les données de traçabilité;
- renvoient au plan d’inspection et d’essai;
- indiquent le fournisseur des matières premières;
- précisent les spécifications de soudage.
- Ajouter les exigences de contrôle de première production à la norme CSA Z245.11.
- Réviser la norme CSA Z245.11 pour rendre obligatoires les critères facultatifs applicables aux raccords.
5. Conclusions
Pour corriger les lacunes restantes dans l’assurance de la qualité des raccords de pipeline, l’Office encourage les intervenants concernés à agir rapidement et de façon proactive afin de donner suite aux recommandations présentées dans le présent livre blanc.
L’Office suivra ce qui se passe chez les destinataires du présent livre blanc en vue de l’adoption de bonnes pratiques d’assurance de la qualité des raccords de pipeline traités par trempe et revenu allant dans le sens des recommandations formulées ici. Il évoquera à nouveau ce sujet avec ceux qui ne mettraient pas intégralement en œuvre les recommandations en question.
Il continuera aussi de travailler avec la CSA pour améliorer les exigences des normes applicables. Ces travaux s’inscrivent dans son approche d’amélioration continue et assureront la rigueur et l’actualité des exigences réglementaires ainsi que la transparence des attentes.
Sigles et abréviations
| API | American Petroleum Institute |
| ASTM | ASTM International |
| BST | Bureau de la sécurité des transports |
| CEPA | Association canadienne de pipelines d’énergie |
| CSA | Association canadienne de normalisation |
| HV | Dureté Vickers |
| INGAA | Interstate Natural Gas Association of America |
| ISO | Organisation internationale de normalisation |
| LEMS | Limite d’élasticité minimale spécifiée |
| MSS | Manufacturers Standardization Society |
| PHMSA | Pipeline and Hazardous Material Safety Administration |
| RPT | Règlement de l’Office national de l’énergie sur les pipelines terrestres |
| SGQ | Système de gestion de la qualité |
| SIG | Système d’information géographique |
Glossaire
Acier haute résistance faiblement allié : Acier aussi appelé acier micro-allié, conçu pour avoir des propriétés mécaniques ou une résistance à la corrosion atmosphérique supérieures à celles de l’acier ordinaire. Il n’est pas considéré comme un acier allié puisque sa conception vise des propriétés mécaniques plutôt qu’une composition chimique précise. Sa limite d’élasticité est supérieure à 275 MPa (ASM International, 2001).
Assurance de la qualité : Activité axée sur l’obtention d’une conviction concernant le respect des exigences de qualité. L’assurance de la qualité s’applique à tous les procédés utilisés pour produire des biens livrables (DNV GL, 2017). Elle est axée sur les processus et sert à prévenir les défauts.
Austénitisation : Opération consistant à chauffer l’acier jusqu’à une plage de température précise pour l’amener à l’état austénitique.
Compétent : Qualifié, formé, et ayant l’expérience requise pour effectuer les tâches assignées (Groupe CSA, 2015).
Composant : Élément d’une tuyauterie sous pression, autre qu’un tuyau (Groupe CSA, 2015).
Contrôle de première production : Processus complet, indépendant et documenté d’inspection matérielle et fonctionnelle visant à vérifier que les méthodes de production prescrites ont donné un produit acceptable selon les dessins techniques, les plans, le bon de commande, les spécifications techniques et tout autre document de conception pertinent. Le fabricant effectue ce contrôle sur un nouveau produit représentatif du premier lot de fabrication. Le premier cycle de production est un processus planifié, conçu pour être réutilisé pour la production subséquente du nouveau produit (SAE Aerospace, 2004). Pour les raccords de pipeline, ce contrôle consiste au minimum en une vérification des dimensions et en un essai destructif d’un ou de plusieurs raccords représentatifs du premier lot de fabrication, que l’on effectue de nouveau en cas de changement dans les procédés de fabrication ou dans les matières premières.
Dureté : Résistance d’un matériau aux déformations permanente, généralement mesurée par indentation (ASME, 2016).
Dureté Vickers (HV 10) : Valeur mesurée au moyen d’un pénétrateur de diamant en forme de pyramide soumis à une charge de 10 kg (ASME, 2016).
Essai de pression : Évaluation de l’intégrité d’un élément (p. ex. tuyau, raccord) qui consiste à le remplir de liquide, à le sceller et à y appliquer une pression. Cet essai sert aussi à déceler les défauts de fabrication et les matériaux défectueux (ASME, 2016).
Essai hydrostatique : Essai de pression réalisé avec de l’eau (ASME, 2016).
Inspection non destructive : Inspection des raccords pour révéler les imperfections, au moyen de méthodes de contrôle radiographique ou par ultrasons ou d’autres méthodes qui n’impliquent ni perturbation, ni mise sous contrainte, ni rupture des matériaux.
Remarque : L’inspection visuelle directe n’est pas considérée comme une forme d’inspection non destructive (DNV GL, 2017).
Limite d’élasticité : Contrainte à laquelle un matériau sous charge atteint la limite de déformation spécifiée ou l’allongement total spécifié au cours d’un essai de traction prescrit dans la spécification ou la norme de fabrication du matériau (Groupe CSA, 2015).
Limite d’élasticité minimale spécifiée (LEMS) : Résistance élastique minimale prescrite dans la spécification ou la norme de fabrication du matériau (Groupe CSA, 2015).
Matière première : Matière telle que des conduites, des tôles ou des billettes à partir de laquelle les composants sont forgés (DNV GL, 2017).
Mise en forme : Procédé de mise en forme ou de façonnage au cours duquel les raccords sont sujets au martelage, au pressage, au perçage, à l’extrusion, au laminage, au cintrage, au soudage, à l’usinage, ou à une combinaison de deux de ces opérations ou plus (DNV GL, 2017).
Raccords : Composants préfabriqués comme les coudes, les réducteurs et les raccords en T, qui ont plusieurs utilités : joindre les différentes sections d’un pipeline, gérer et modifier le sens d’écoulement du produit et changer le débit du produit dans le pipeline (Office, 2017).
Rapport sur les essais des matériaux : Document présentant les résultats applicables ou quantitatifs des essais exigés selon la série de normes CSA Z245 ou toute autre norme permise par la norme CSA Z662. Ces résultats sont issus d’une ou de plusieurs méthodes d’essai, en fonction du type de document d’inspection concerné, établi par la norme européenne EN 10204:2004 (Groupe CSA, 2017).
Traitement thermique : Chauffage et refroidissement d’un métal ou d’un alliage pour lui donner les propriétés souhaitées (ASME, 2016).
Références
ASM International. (2001). High-Strength Low-Alloy Steels [anglais seulement].
American Society of Mechanical Engineers (ASME) (2016). ASME B31.8-2016 – Gas Transmission and Distribution Piping Systems.
ASTM International (ASTM) (2016). ASTM A960/A960M – 16a Standard Specification for Common Requirements for Wrought Steel Piping Fittings.
BST (Bureau de la sécurité des transports du Canada) (octobre 2013). Rapport d’enquête de pipeline P13H0107.
CanmetMATERIALS. (2017). Assurance de la qualité des raccords de pipeline. ONE.
CSA (Association canadienne de normalisation) (2017). Norme CSA Z245.11-17 – Raccords en acier.
CSA (Association canadienne de normalisation) (2018). Norme CSA Z245.1-18 – Tubes en acier, 10e édition.
CSA (Association canadienne de normalisation) (2015). Norme CSA Z662 – Réseaux de canalisations de pétrole et de gaz.
DNV GL (2017). Document technique sur l'assurance de la qualité des raccords de pipeline.
INGAA (Interstate Natural Gas Association of America) (septembre 2009). Identification of Pipe with Low and Variable Mechanical Properties in High Strength, Low Alloy Steels [anglais seulemetn].
Leering, M., et M. Rahimi (2016). Standards-based Solutions in Support of Technology Commercialization, BIOCLEANTECH Forum 2016.
Office national de l'énergie (2016). Protocole de vérification du système de gestion et des programmes de protection.
Office national de l'énergie (22 mars 2017). A82190 NOVA Gas Transmission Ltd. – Meikle River Compressor Station_Leave to Open [dépôt A82190].
Office national de l'énergie (2017). Avis de sécurité modifié et projet d'ordonnance sur les matériaux de pipelines – FAQ.
Office national de l'énergie (avril 2018). Assurance de la qualité des raccords de pipeline – Critères d’acceptabilité pour les documents déposés relativement aux ordonnances MO-001-2016 et MO-003-2018.
PHMSA (Pipeline and Hazardous Materials Safety Administration) (mai 2009). Advisory Bulletin ADB-09-01 [anglais seulemenrt].
SAE Aerospace, an SAE International Group (janvier 2004). Norme AS9102 – Aerospace First Article Inspection Requirement.
Annexe A – Organigramme des critères d’acceptabilité relatifs aux ordonnances MO-001-2016 et MO-003-2018(Office, 2018)
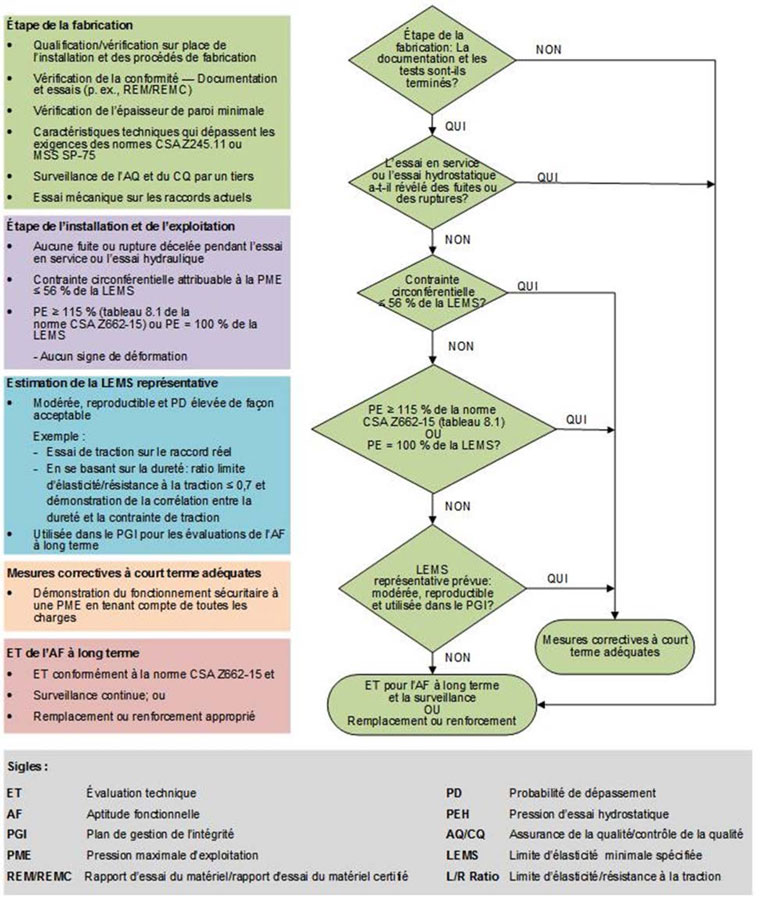
Description de la figure
L’organigramme résume de manière visuelle le contenu du document intitulé Critères d’acceptabilité pour les documents déposés relativement aux ordonnances MO-001-2016 et MO-003-2018.
Annexe B – Résumé des suggestions recueillies durant l’atelier sur l’assurance de la qualité des raccords de pipeline
| Intervenants | Sociétés réglementées par l’Office | Fabricants | Distributeurs | Office | Organisme de normalisation |
|---|---|---|---|---|---|
| Stratégie | |||||
| Stratégie 1 – Systèmes de gestion de la qualité (SGQ) | – Établir les exigences en matière de formation et de compétence des inspecteurs. – Tenir à jour une liste des fabricants autorisés. – Demander aux distributeurs de respecter la liste des fabricants autorisés. |
– Établir les exigences en matière de formation et de compétence du personnel. – Préciser les critères préapprouvés pour la sélection des sous-vendeurs. – Établir une procédure de rappel. |
– Respecter la liste des fabricants autorisés des sociétés pipelinières. | – Communiquer davantage avec les autres organismes de réglementation et d’accréditation. – Discuter davantage du cadre de réglementation pour l’assurance de la qualité des raccords traités avec les sociétés de moindre envergure. – Collaborer avec les organismes de normalisation et les représentants du secteur pour actualiser et rehausser les exigences minimales des normes. – Déterminer les précisions à ajouter au cadre de réglementation. |
– Entretenir des relations avec les organismes de réglementation et les représentants du secteur. – Collaborer avec les organismes de réglementation et les représentants du secteur pour clarifier, mettre à jour et rehausser les exigences minimales des normes. – Établir les exigences de la procédure de rappel. |
| Stratégie 2 – Élaboration des modes opératoires de fabrication Stratégie 3 – Élaboration des plans d’inspection et d’essai |
– Améliorer le plan détaillé d’inspection et d’essai après achat. – Mettre à profit les pratiques exemplaires de tous les secteurs. – Examiner et évaluer le mode opératoire de fabrication et le plan d’inspection et d’essai interne pendant le processus de qualification. |
– Améliorer le mode opératoire propre à l’usine conformément à l’article 6.6 de la norme CSA Z245.11-17 et le présenter à l’acheteur sur demande. – Améliorer le plan d’inspection et d’essai propre aux produits conformément à l’article 6.7 de la norme CSA Z245.11-17 pour chaque usine de fabrication. |
– Discuter avec la CEPA et l’INGAA. – Favoriser les discussions et les ateliers techniques pouvant entraîner une amélioration du mode opératoire de fabrication et du plan d’inspection et d’essai. – Élaborer un document express à intégrer à la norme. |
– Intégrer à la norme des exigences et des mécanismes de contrôle plus rigoureux (p. ex. sous forme d’annexe explicative). | |
| Stratégie 4 – Traçabilité de fabrication | – Tenir des registres dans un format accessible pour assurer la traçabilité des tuyaux ou des composants après l’installation. – Convertir les registres en données ou renseignements utilisables et accessibles. – Mettre à profit les données de traçabilité pour favoriser la prise de décisions opérationnelles. – Attribuer des identifiants uniques aux emplacements géospatiaux (SIG). |
– Attribuer un numéro d’identification unique à chaque élément constitutif, matière première ou matière consommable. – Produire des rapports sur les essais des matériaux standard. – Tenir des registres dans un format accessible pour assurer la traçabilité des tuyaux ou des composants après l’installation. |
– Déterminer les lignes directrices et les exigences à ajouter au cadre de réglementation concernant l’obligation pour les sociétés pipelinières de démontrer qu’elles disposent d’un système de traçabilité bien géré. – Déterminer les lignes directrices et les exigences à ajouter au cadre de réglementation concernant la traçabilité des composants installés sur un réseau pipelinier. |
– Définir clairement les exigences de traçabilité en ce qui a trait à la conservation et à la méthode de conservation et d’accès. – Exiger un minimum de renseignements avec le numéro d’identification unique. – Établir un rapport sur les essais des matériaux obligatoire et normalisé. |
|
| Stratégie 5 – Inspection des matériaux Stratégie 6 – Vérification des matières premières |
– Déterminer la composition chimique par des méthodes non destructives. – Utiliser des instruments de mesure de la dureté. |
– Assurer la traçabilité des raccords. – Surveiller en temps réel les principaux procédés de fabrication des raccords traités. |
– Exiger la certification des procédés de production par un tiers. | ||
| Stratégie 7 – Qualification du procédé de fabrication | – Élaborer des méthodes homologuées d’essai non destructif pour compléter les essais destructifs des raccords. | – Utiliser l’analyse de conception (selon un code sur la tuyauterie reconnu) au lieu ou en plus des essais probatoires. – Élaborer des méthodes homologuées d’essai non destructif pour compléter les essais destructifs des raccords. |
– Élaborer un document express à intégrer à la norme ou une annexe à la norme appropriée. | – Définir la formation obligatoire du personnel des fabricants. – Normaliser les écarts-types des paramètres de contrôle des méthodes de fabrication traditionnelles et modernes ainsi que les procédures de traitement thermique du plus grand nombre de matériaux. |
|
| Stratégie 8 – Améliorations à l’inspection et aux essais | – Améliorer les communications entre les sociétés pipelinières, les fabricants et les inspecteurs indépendants sur la portée et les résultats escomptés des inspections. – Faire suivre aux inspecteurs une formation spécialisée sur les raccords. – Corroborer les résultats des essais sur éprouvette par le contrôle de première production. |
– Améliorer les procédés et les pratiques de fabrication. – Suivre la procédure normalisée de contrôle de première production. |
– Améliorer les essais d’homologation. | – Collaborer avec l’organisme de normalisation à l’amélioration des exigences. | – Définir clairement le terme « lot » dans la norme CSA Z245.11 – Améliorer les normes applicables. |
| Stratégie 9 – Approvisionnement | – Tenir à jour une liste des fabricants autorisés. – Demander aux distributeurs de respecter la liste des fabricants autorisés. |
– Maintenir une liste approuvée de fournisseurs. | – Respecter la liste des fabricants autorisés des sociétés réglementées par l’Office. | – Élaborer un programme d’attestation de tiers standard | |
| Stratégie 10 – Acceptation et essai | – Faire des essais avant et après achat. – Examiner le rapport sur les essais des matériaux. – Faire une inspection visuelle. – Faire des vérifications ponctuelles de l’épaisseur de la paroi et des endroits suspects. |
– Être le seul intervenant à produire le rapport sur les essais des matériaux. | – Préciser les exigences relatives aux compétences des inspecteurs. – Harmoniser les normes. – Normaliser le rapport sur les essais des matériaux. – Rendre obligatoire l’inspection indépendante. – Préparer, pour l’inspection, une annexe conjointe concernant les normes CSA et MSS. |
- Date de modification :